发布日期:2025-09-24 浏览次数:1112
在塑胶模具制造领域,模具基材的选择直接影响模具性能与使用寿命,目前主流采用塑料模具钢模块,常用材质包括碳素结构钢、碳素工具钢、合金工具钢及高速钢等,这些材料凭借优异的力学性能与加工性能,成为模具制造的核心基础。
|
|
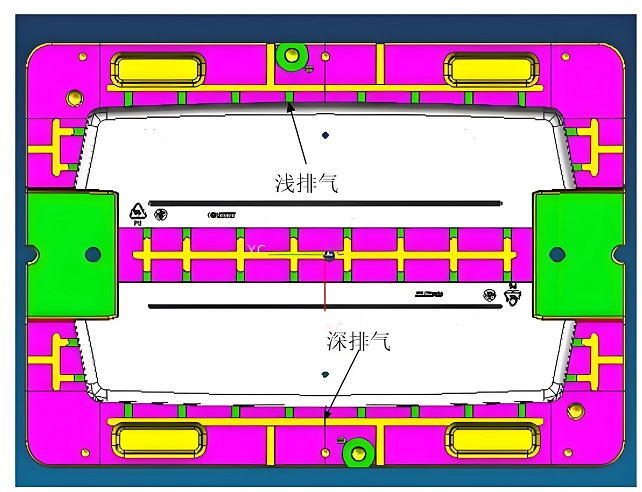
在塑胶产品生产环节,射出成型工艺因适用于热塑料产品、且能实现规模化生产,被广泛应用于各类塑胶产品制造中。而在模具设计的关键环节里,排气系统的设计与优化尤为重要 —— 尤其是在快速射出成型场景下,由于熔体流动速度快、型腔填充时间短,对排气系统的效率与稳定性要求更为严苛,若排气设计存在缺陷,将直接影响产品质量与生产效率。
一、塑胶模具需设计排气系统的核心原因:气体来源解析
塑胶模具在射出成型过程中,型腔内部会产生或留存多种气体,若无法及时排出,将引发一系列质量问题。这些气体的主要来源可分为以下四类:
初始留存气体:成型机台的注射系统(如料筒、喷嘴)与模具型腔在合模前,会自然留存空气,当熔体注入型腔时,这些空气若不及时排出,将被压缩在型腔内部;
原料水分气化气体:部分塑料原料(如 PA、PET 等吸湿性塑料)若在成型前未充分干燥,原料中残留的水分会在模具高温(通常 150℃以上)环境下迅速气化成水蒸气,混入熔体与型腔间隙中;
塑料高温分解气体:若模具注塑温度超过塑料的热稳定温度,部分性质不稳定的塑料(如 PVC、POM)会发生热分解反应,释放出小分子气体(如 HCl、甲醛等);
添加剂反应 / 挥发气体:塑料原料中的添加剂(如增塑剂、稳定剂、润滑剂)在高温成型过程中,可能发生挥发或相互化学反应,生成额外气体,这类气体虽量少,但长期积累仍会影响排气效果。
二、模具排气不良引发的核心弊端
排气系统设计不当或排气效率不足,会从产品质量、生产效率等多维度产生负面影响,具体弊端可归纳为以下五类,需在模具设计与生产过程中重点规避:
型腔填充不完整:熔体注入型腔时,若内部气体无法及时排出,会形成 “气阻”,阻碍熔体正常流动,导致注射量不足,最终使产品出现缺料、缺角等缺陷,尤其在复杂结构产品(如薄壁件、深腔件)中更为明显;
产品内部质量缺陷:未排出的气体在型腔内被高度压缩后,会以高压状态渗入塑料内部,形成气孔、空洞或组织疏松结构;同时,气体与熔体界面的剪切作用还可能导致产品表面出现银纹(如 PC、ABS 产品常见的 “银丝” 缺陷),严重降低产品力学性能;
产品表面烧灼碳化:被压缩的气体因体积急剧缩小,会产生 “绝热压缩” 效应,导致局部温度骤升(部分场景下温度可超过 300℃),高温会使周围熔体发生分解、烧灼,最终在产品表面形成碳化斑点或焦痕 —— 这类缺陷多集中在两股熔体的合流处(如熔接痕位置)、型腔边角及浇口凸缘等气体易滞留区域;
产品外观与性能下降:气体阻碍会导致熔体进入不同型腔(或同一型腔不同区域)的速度不一致,使熔体流动轨迹出现差异,进而形成明显的流动痕;同时,气体干扰会破坏熔体的均匀融合,导致熔合痕强度降低,使产品的抗冲击、抗拉强度等力学性能下降 30% 以上;
生产效率降低:为避免排气不良导致的缺陷,操作人员需降低注射速度、延长保压时间,这会直接延长成型周期(部分场景下成型周期可增加 20%-50%);同时,排气不良还会增加产品报废率,需额外投入人力进行筛选、返工,进一步降低整体生产效率。